电话:18962046188
座机:0515-86290308
邮编:224700
邮箱:lianguo0905@163.com
地址:盐城市建湖县近湖镇建宝路999号
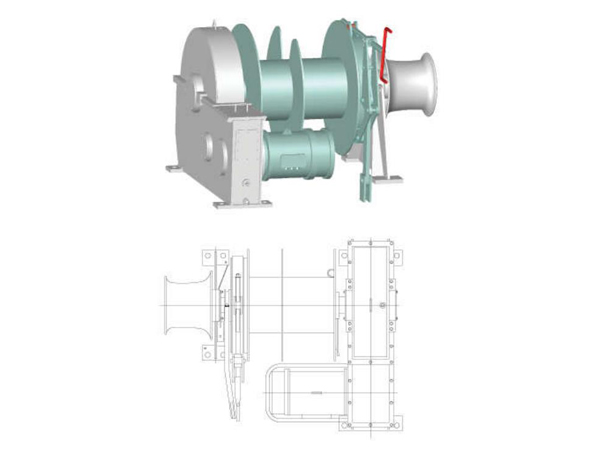
1 范围
本规范规定了船舶锚绞机安装施工前准备、人员、工艺要求、工艺过程和检验。
本规范适用于大型船舶锚绞机的安装。
2 安装施工前准备
2.1 有完整的锚绞机安装布置图。
2.2 准备好联通玻璃水管、琴钢丝、直尺、切割、焊接等工具。
2.3 按锚绞机布置图的要求,在安装处甲板区域划出相应的锚绞机的安装定位中心线,并检查甲板表面不平度,应不超过5mm/m。
3 人员
3.1 装配钳工应具有甲板机械专业知识和安全生产知识应知应会考核合格,并达到装配钳工中级工以上资格。
3.2 电焊工应具有电焊专业知识和安全生产知识应知应会考核合格,并达到电焊工中级工以上资格。
4 工艺要求
4.1 锚绞机安装可分甲乙二种安装方法
a) 甲种为锚绞机机座与船体焊接基座间采用金属垫片的方法;
b) 乙种为锚绞机机座与船体焊接基座间采用浇注环氧树脂垫片的方法。
4.2 锚绞机安装后轴系与底座平面须保持平行。
4.3 锚绞机主轴直线水平度的调节应保持轴与底部轴瓦接触均匀,左右间隙对称。
4.4 刚性联轴节离合器操作灵活。
4.5 联结螺栓紧固件的预紧力达到设备厂商规定的要求。